-
 儀表網(wǎng)手機(jī)版
儀表網(wǎng)手機(jī)版
手機(jī)訪問(wèn)更快捷
 儀表網(wǎng)小程序
儀表網(wǎng)小程序
更多流量 更易傳播
-
公眾號(hào).jpg) 公眾號(hào):ybzhan
公眾號(hào):ybzhan
隨時(shí)掌握行業(yè)動(dòng)態(tài)
 掃碼關(guān)注視頻號(hào)
掃碼關(guān)注視頻號(hào)
網(wǎng)絡(luò)課堂 行業(yè)直播
手機(jī)訪問(wèn)更快捷
儀表網(wǎng)小程序
更多流量 更易傳播
公眾號(hào):ybzhan
隨時(shí)掌握行業(yè)動(dòng)態(tài)
掃碼關(guān)注視頻號(hào)
網(wǎng)絡(luò)課堂 行業(yè)直播
產(chǎn)品推薦:水表|流量計(jì)|壓力變送器|熱電偶|液位計(jì)|冷熱沖擊試驗(yàn)箱|水質(zhì)分析|光譜儀|試驗(yàn)機(jī)|試驗(yàn)箱
品牌展")

在五金件(如螺栓、螺母、沖壓件等)質(zhì)量檢測(cè)中,晶粒度直接影響強(qiáng)度、韌性及耐疲勞性,金相顯微鏡結(jié)合熱鑲嵌工藝可精準(zhǔn)觀測(cè)晶粒度,流程圍繞 “制樣保形、晶界顯影” 展開(kāi),具體步驟如下:
一、取樣與熱鑲嵌處理
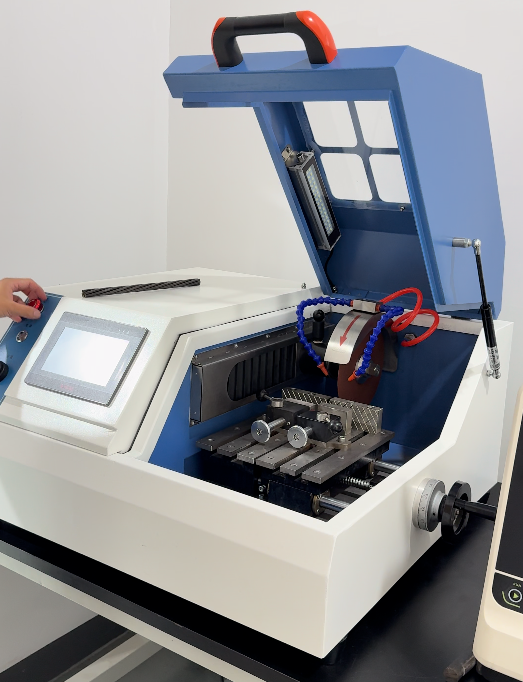
首先在五金件關(guān)鍵受力部位(如螺栓桿部、沖壓件折角處)截取 8-10mm 立方體試樣,切割用金剛石鋸片搭配低速切割機(jī)(進(jìn)給速度 0.3mm/s),同步用乳化液冷卻,防止切割熱導(dǎo)致晶粒長(zhǎng)大或氧化。

隨后進(jìn)行熱鑲嵌:將試樣放入熱鑲嵌機(jī) Φ25mm 圓形模具,填入熱固性酚醛樹(shù)脂顆粒(適配五金件常用的碳鋼、合金鋼硬度),設(shè)置參數(shù) —— 溫度 160-180℃、壓力 20-25MPa、保溫保壓 4 分鐘,待樹(shù)脂固化后,冷卻至 70℃以下脫模。脫模后用 120 目砂紙修整鑲嵌塊邊緣毛刺,確保試樣截面與鑲嵌塊表面平齊,避免磨拋時(shí)受力不均。
二、試樣磨拋加工
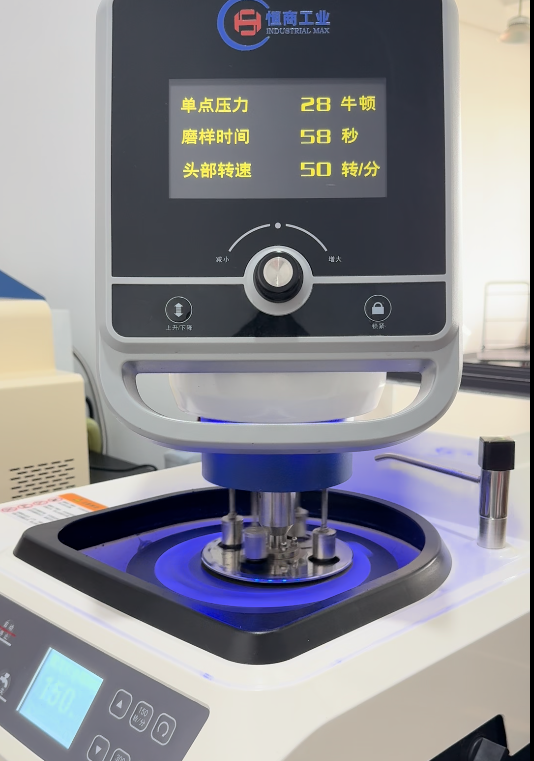
先粗磨:用 240 目碳化硅砂紙?jiān)谀仚C(jī)上打磨,壓力控制 15-20N,打磨方向與試樣截面垂直,直至露出完整、無(wú)樹(shù)脂覆蓋的金屬截面。
第二步細(xì)磨:依次更換 600 目、1000 目、2000 目砂紙,每換一道砂紙將試樣旋轉(zhuǎn) 90 度,前道磨痕消失后再進(jìn)行下一道,細(xì)磨后用清水沖洗表面磨屑,防止劃痕疊加。
第三步拋光:先用 6μm 金剛石拋光液配合絲絨布粗拋(轉(zhuǎn)速 180r/min,持續(xù) 2 分鐘),去除細(xì)磨劃痕;再換 1μm 拋光液配合拋光呢精拋(轉(zhuǎn)速 150r/min,持續(xù) 3 分鐘),直至截面呈現(xiàn)鏡面光澤,拋光后立即用無(wú)水乙醇清洗,冷風(fēng)吹干(避免水漬遮擋晶粒)。
三、浸蝕與晶粒度觀察
根據(jù)五金件材質(zhì)選浸蝕劑:碳鋼用 4% 硝酸酒精溶液,合金鋼用 2% 苦味Suan酒精溶液,浸蝕在通風(fēng)櫥操作 —— 用滴管將試劑輕滴于截面,碳鋼浸蝕 5-8 秒、合金鋼浸蝕 8-12 秒,當(dāng)顯微鏡下觀察到晶界清晰顯現(xiàn)時(shí),立即用清水沖洗、酒精脫水后吹干。

將試樣置于金相顯微鏡載物臺(tái):先以 100 倍低倍物鏡掃描,確定 3-5 個(gè)無(wú)缺陷的觀測(cè)區(qū)域(避開(kāi)夾雜物、劃痕處);再切換 400 倍高倍物鏡,采用 “比較法” 或 “截距法” 評(píng)級(jí) —— 將視野內(nèi)晶粒與標(biāo)準(zhǔn)晶粒度圖譜對(duì)比(如 GB/T 6394 標(biāo)準(zhǔn)),記錄晶粒度級(jí)別(五金件常用級(jí)別為 5-8 級(jí),晶粒過(guò)粗<5 級(jí)易脆斷,過(guò)細(xì)>8 級(jí)可能降低韌性),同時(shí)拍攝典型晶粒圖像留存數(shù)據(jù)。
四、檢測(cè)結(jié)果應(yīng)用
若觀察到晶粒異常(如晶粒粗大、大小不均),可反向追溯生產(chǎn)問(wèn)題:晶粒粗大可能是熱處理退火溫度過(guò)高,大小不均可能是鍛造時(shí)溫度分布不均。將晶粒度數(shù)據(jù)反饋至生產(chǎn)環(huán)節(jié),可調(diào)整熱處理溫度、保溫時(shí)間或鍛造工藝,確保五金件晶粒度符合使用要求,避免因晶粒缺陷導(dǎo)致的斷裂、變形等失效問(wèn)題。
相關(guān)產(chǎn)品
免責(zé)聲明
客服熱線: 15024464426
加盟熱線: 15024464426
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機(jī)版

Ybzhan公眾號(hào)

Ybzhan小程序

隨時(shí)掌握行業(yè)動(dòng)態(tài)
 采購(gòu)中心
采購(gòu)中心
采購(gòu)專(zhuān)員1對(duì)1咨詢
 手機(jī)版
手機(jī)版 官方微信
官方微信
















{kind=link}
{kind=link}
{kind=link}